MIL-PRF-2940D
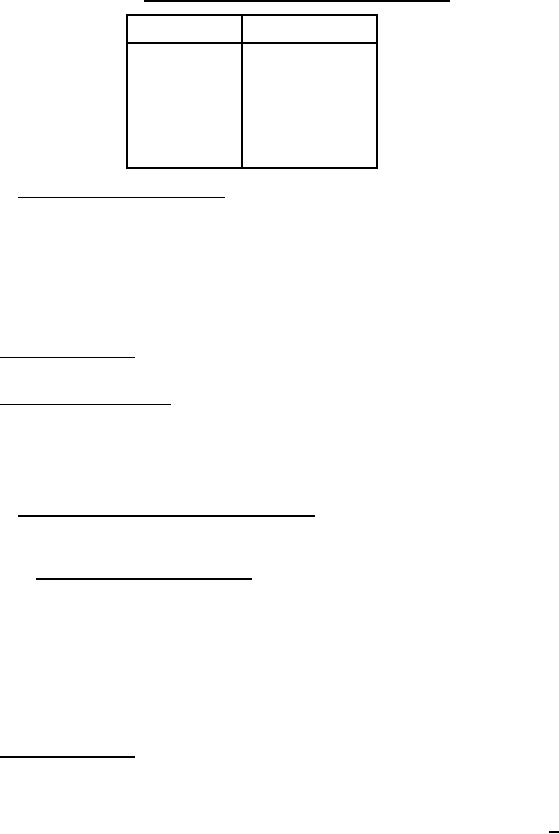
TABLE II.
Conformance inspection sample size.
Lot size
Sample size
1
-
8
4
9
-
15
7
16
-
25
12
26
-
90
19
91
-
150
25
151
-
280
38
281
-
500
60
4.3.3 Lot acceptance criteria. If any snubber sample fails to meet the
conformance inspection requirements of table I, no snubbers will be accepted
until the contractor has determined the cause of the defect and has taken the
necessary action to correct or eliminate the defect from each snubber in the
lot. The failed test must be repeated to demonstrate that the corrective
action will enable the snubber to conform to the requirements of the
specification. In addition, the results of previous tests may be deemed
invalid, unless the contractor can prove to the satisfaction of the Government
that such tests would not be adversely impacted by the corrective action.
4.4 Test conditions. Test conditions shall be as specified in the
applicable examinations and test procedures.
4.5 General examination. The snubbers shall be subjected to a thorough
examination to ascertain that the material, finish, workmanship, construction,
assembly, dimensions, and marking are in conformance with the requirements of
this specification. Examinations shall be limited to disassembling the
snubbers to the extent that the performance, durability, or appearance would
not be affected.
4.5.1 Conformance inspection examination. The snubbers selected as
specified in 4.3.2 shall be examined to determine conformance to the
requirements of this specification.
4.5.1.1 Dimensional verification. Snubber samples selected as
specified in 4.3.2 shall be subjected to dimensional verification of the
pressure connection threaded end to verify conformance to the applicable
document for the type threaded end or connection specified (see 6.). In order
to comply with the dimensional verification, all dimensions, concentricities,
and perpendicularities affecting interchange- ability of parts, sealing
effectiveness, strength and body size (see 3.3.1), shall be measured with
sufficient precision to verify conformance to the applicable document. For a
snubber having an O-ring union pressure connection, samples of the tail piece
and a union nut shall also be subjected to this dimensional verification.
4.6 Test procedures. Tests shall be conducted as described below. For
the dampening test, a storage oscilloscope, oscillographic recorder, or other
data acquisition system with a frequency response sufficient to resolve full
scale deflections in 10 milliseconds or less shall be utilized. Input signal
resolution shall be 2 percent or less of full scale. Signals from both the
test and monitoring transducers shall be recorded simultaneously (see 4.56.2).
With the exception of the dampening test, which requires the use of pressure
transducers, all other tests may be monitored with either a pressure
transducer or a pressure gauge of suitable range which shall have accuracies
of 1 percent of span or better and shall have an overpressure rating of at
least 125 percent of upper range value. To maintain sufficient accuracy, the
maximum upper range limit for any pressure transducer or pressure gauge shall
not exceed twice the maximum pressure expected in any test. In addition,
7
For Parts Inquires call Parts Hangar, Inc (727) 493-0744
© Copyright 2015 Integrated Publishing, Inc.
A Service Disabled Veteran Owned Small Business